Arduino Spot Welder Quick Start Guide V3
Bitte nimm dir eine Minute Zeit um die Sicherheitshinweise und den Quick Start Guide zu lesen. Wenn du auf irgendwelche Probleme triffst oder Vorschläge für Verbesserungen hast, kannst du uns gerne kontaktieren (info@malectrics.eu)
Allgemeine Informationen
- Eingangsspannung: 10 … 14 V
- Empfohlene Schweißbatterie: (du kannst eine Autobatterie oder einen Lipo Akku benutzen)
- Autobattreie: 12V zwischen 400 und 600 A (CCA)
- Lipo Akku: 3s 5000mAh mit mindestens 60C (Hobbyking Lipo oder SLS Lipo)
- Schweißkabel: 10…16mm², je max. 50cm lang
- Empfohlenes Nickel Band: 0,1mm bis 0,25mm Nickel Band (am meisten benutzt wird 0,15mm)
Quick Start
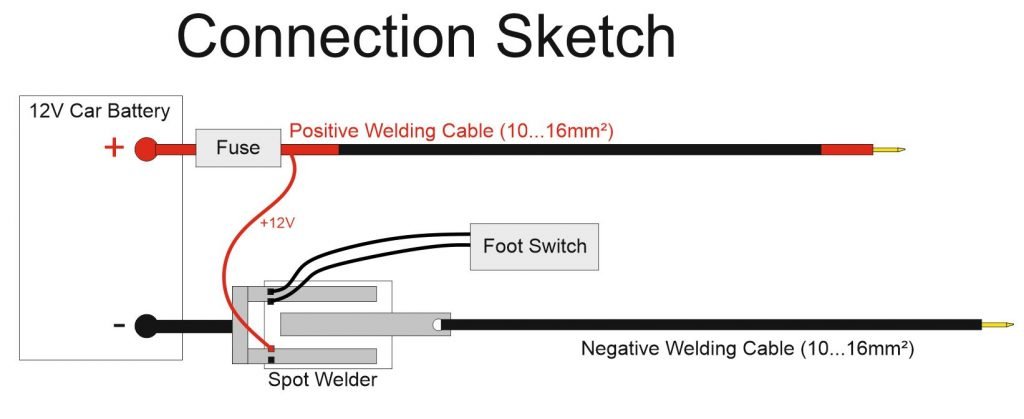
- Verbinde die Schweißkabel mit dem Spot Welder wie auf dem “Conenction Sketch” gezeigt. (Wichtig: Verbinde das U-förmige Aluteil des Spot Welders mit dem Minuspol der Batterie, NICHT das gerade Aluteil )
- (optional) Schließe den Fußschalter am Spot Welder an (nutze die weiße und rote Leitung bzw. weiße und schwarze bei den älteren Fußschaltern)
- (optional) Schließe die Sicherung und evtl. das “Fuse Case” zwischen positivem Schweißkabel und dem Batterie Pluspol an.
- Stelle die gewünschte Puls Zeit mit dem Dreh-Encoder ein. (Das Display zeigt die Puls Zeit in Millisekunden)
- Jetzt kannst du mit dem Punktschweißen beginnen
Für Nutzung mit 3s Lipo oder Autobatterie
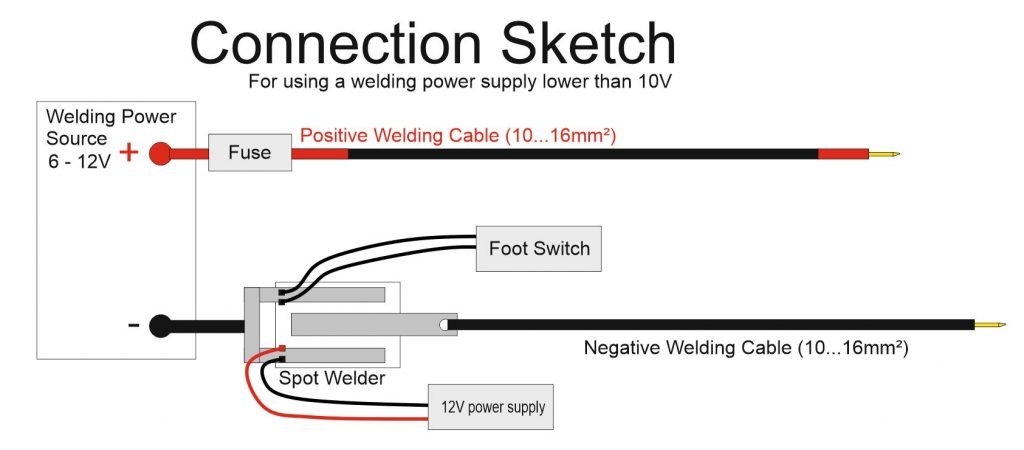
Für Nutzung mit Schweißstrom Versorgung unter 10V
Achtung: Wenn diese Verkabelung genutzt wird kann der Welder nicht die Spannung der Schweißstrom Versorgung messen. Das bedeutet, dass er nicht warnen kann wenn z.B. der 2s Lipo leer ist. Außerdem kann er nicht anzeigen wie hoch der Strom war, welcher während des Schweißvorgangs geflossen ist.
Sicherheitshinweise
Benutze dieses Produkt nur wenn du ein grundlegendes Verständnis von Elektronik hast. Es fließen sehr hohe Ströme, die bei unsachgemäßer Handhabung zu Verletzungen (z.B. Verbrennungen) führen können.
Der Spot Welder V3.2 ist in der Lage bis zu 800A (CCA) Autobatterien als Schweißstrom Quelle zu nutzen. Benutze keine Batterien die noch höhere Ströme liefern können. Bitte beachte, dass einige Autobatterien etwas mehr Strom liefern können als auf der Batterie angegeben ist, wenn sie mit dem Spot Welder benutzt werden anstatt als Starterbatterie im Auto. (Wenige ms Pulse anstatt mehrere tausend ms um ein Auto zu starten). Eine 40Ah 440A (CCA) Autobatterie reicht z.B. bereits aus um 0,1mm bis 0,25mm Nickel Band Punktzuschweißen. Als optimale Größe für den Spot Welder ab V3.1 haben sich 600A (CCA) Autobatterien herausgestellt. Damit kann auch problemlos 0,3mm Nickel Band verarbeitet werden.
Unterschied zwischen V3 und V3.1 – V3.3
Bitte beachte, dass V3, mit der einen großen TVS Diode auf dem Mosfet Board, nur mit Autobatterien zwischen 400 und 600A (CCA) benutzt werden sollte. Stärkere Autobatterien können zur Zerstörung der TVS Diode führen. V3.1 und neuer mit den 4 SMD TVS Dioden auf dem Mosfet Board vetragen Autobatterien bis maximal 800A (CCA).
Zusätzliche Sicherheits Tipps
Wenn du höhere Ströme oder längere Schweißkabel verwenden möchtest kannst du das auf eigenes Risiko gerne probieren. Das absolute Maximum der IRFB7430 Mosfets liegt bei ca. 1400A Pulsstrom.
Schließe den Spot Welder nicht falschrum an. Das U-förmige Aluteil muss an den Minuspol (schwarz) der Batterie.
Stelle die Puls Zeit bei der ersten Inbetriebnahme auf 3 oder 4ms und sieh dir die Schweißpunkte an. Erhöhe dann die Pulsszeit solange bis die Schweißpunkte gut halten. Wenn die Puls Zeit zu hoch eingestellt wird (z.B. 20mS für dehr dünnes Nickel Band) wirst du Löcher ins Nickel Band “schießen” und es kann zu Funkenflug vom geschmolzenen Nickel Band kommen.
Optional:
Für maximale Sicherheit mache folgendes vor der ersten Inbetriebnahme:
Schalte den Spot Welder ein, nimm ein Multimeter und messe den Widerstand zwischen den beiden Alu Teilen. Er sollte bei ca. 150 Ohm (1000 Ohm in der neuesten Version) liegen. Wenn 0 Ohm gemessen werden gibt es irgendwo einen Kurzschluss oder die Mosfets sind defekt. (Wenn du die Spannung an den beiden Schweißspitzen misst, wirst du ungefähr die Spannung deiner Autobatterie bekommen. Das ist normal, da das negative Schweißkabel über den 150 / 1000 Ohm Widerstand auf dem Arduino Board mit dem Minuspol der Batterie verbunden ist)
Wenn du kein Multimeter hast, kannst du auch folgendermaßen vorgehen: Schalte den Spot Welder ein, deaktiviere im Menü die AutoPuls Funktion, lege dann ein Stück Nickel Band auf ein Reststück Holz oder Pappe und halte eine Schweißspitze auf das Nickel Band. berühre dann kurz auch mit der anderen Schweißspitze das Nickel Band. Wenn nichts passiert ist der Spot Welder Ok. Wenn ein Loch ins Nickel Band “geschossen” wurde gibt es ein Problem mit den Mosfets oder der Elektronik.
Die Funktionen des Menüs und des OLED Displays (V3.3 Software)
The Main Screen
Auf dem Hauptbildschirm wird oben eine Status Leiste angezeigt und auf dem Rest des Bildschirms so groß wie möglich die Puls Zeit.
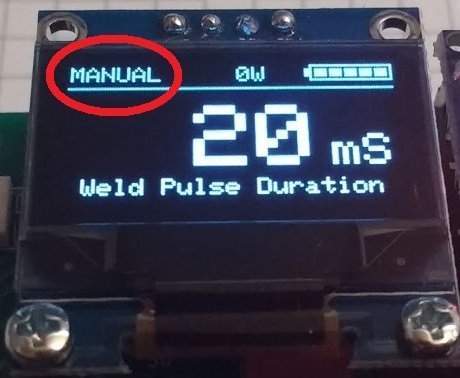
In der oberen linek Ecke wird angezeigt ob der Welder im “Manual” oder “Auto” Modus ist. Der “Auto” Modus wird, wenn beide Schweißspitzen das Nickel Band berühren, nach einer kurzen Verzögerung automatisch einen Schweißvorgang aktivieren. Im “Manual” Modus wird der Schweißvorgang durch drücken des Fußschalters ausgelöst.
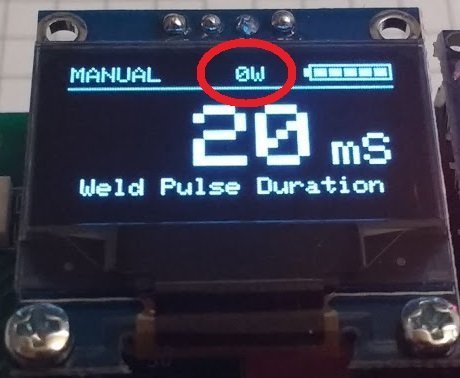
In der Mitte wird der Schweißvorgangs-Zähler angezeigt. Dieser Zähler erhöht sich jedes mal um eins wenn ein Schweißvorgang ausgelöst wurde. Er kann bis zu 9999 zählen. Danach wird der automatisch auf 0 zurückgesetzt. Das “W” steht für “Welds” also Schweißvorgänge.
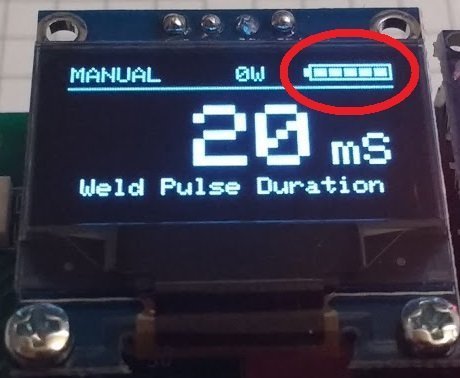
In der rechten oberen Ecke wird der Batterie Status angezeigt. Standartmäßig ist für eine vollgeladenen Batterie eine Spannung von 12,7V hinterlegt. Das heißt für alle Spannungen über 12,7V zeigt der Welder eine volle Batterie an. Das untere Limit der Batterie Anzeige ist Standartmäßig auf 11V eingestellt. Dies kann im Menü unter dem Punkt “Batt Alarm” angepasst werden.
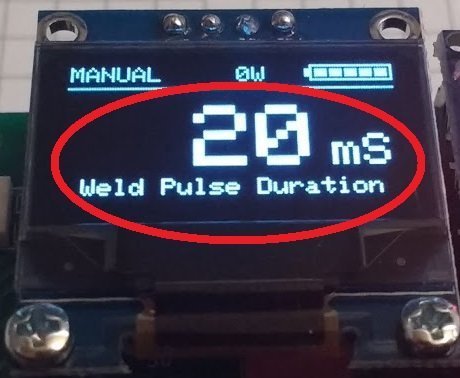
Durch drehen des Dreh-Encoders kann die Puls Zeit eingestellt werden. Das Maximum ist standartmäßig auf 100ms begrenzt. Diese Grenze kann bei Bedarf im System Menü erhöht werden.
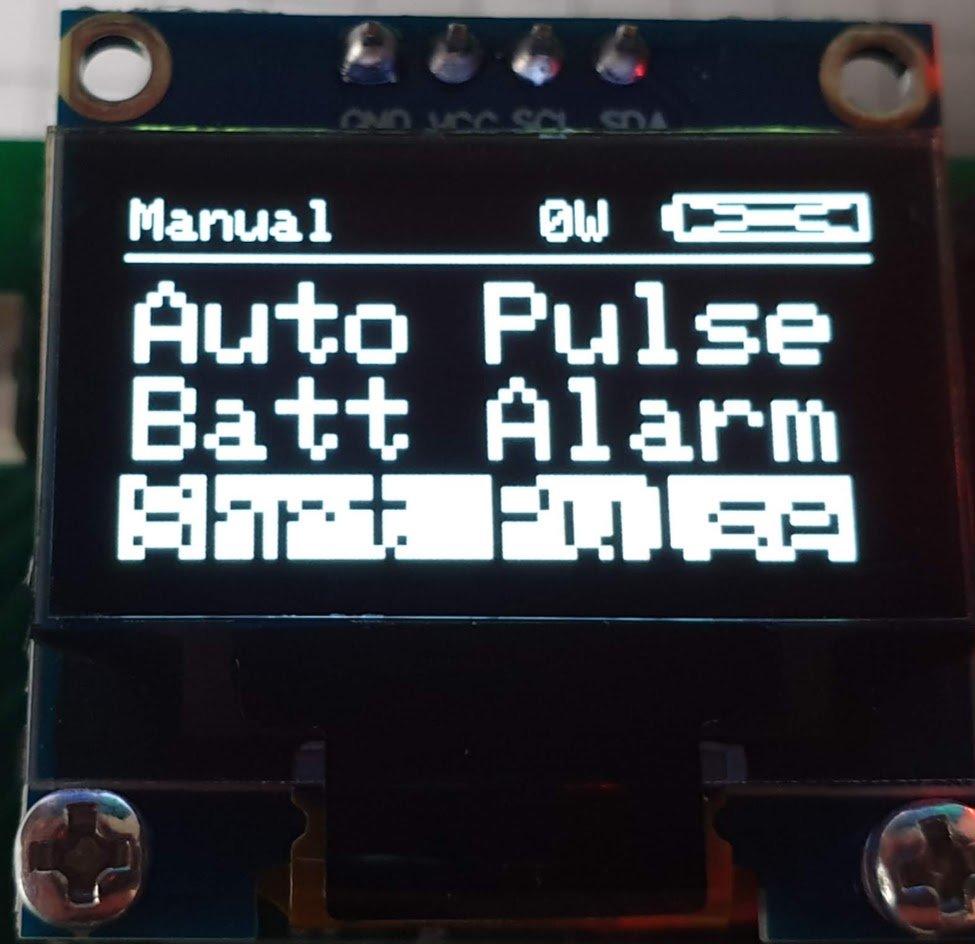
Das Hauptmenü
Du kannst das Hauptmenü durch drücken des Dreh-Encoder Knopfes aufrufen

Auto Pulse – öffnet ein Untermenü für die Auto Pulse Einstellungen
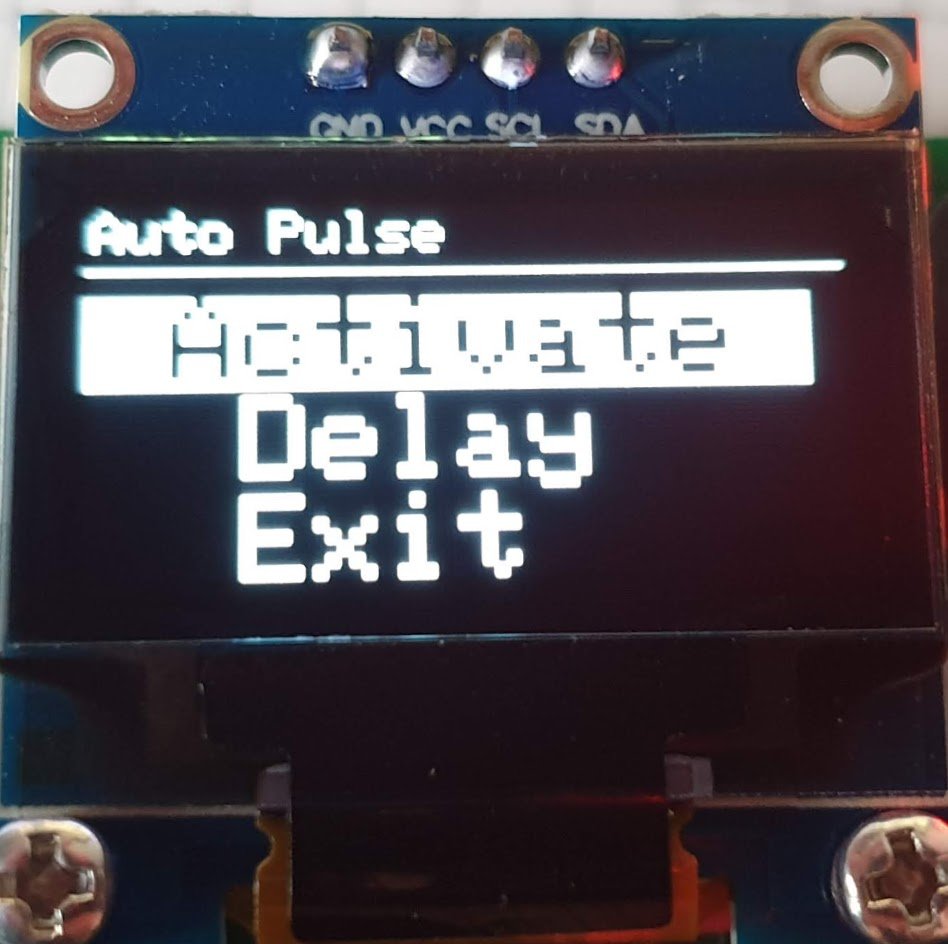
Activate – durch klciken auf diesen Punkt kann der Auto Puls ein “ON” und aus “OFF” geschaltet werden.
Wenn “ON” ausgewählt wurde ist der Auto Puls Modus aktiv. Der Puls wird nach einer kurzen Verzögerung automatisch aktiviert wenn beide Schweißspitzen auf das Nickel Band gesetzt werden.
Wenn “OFF” ausgewählt wird kann der Fußschalter zum aktivieren eines Schweißpulses genutzt werden.
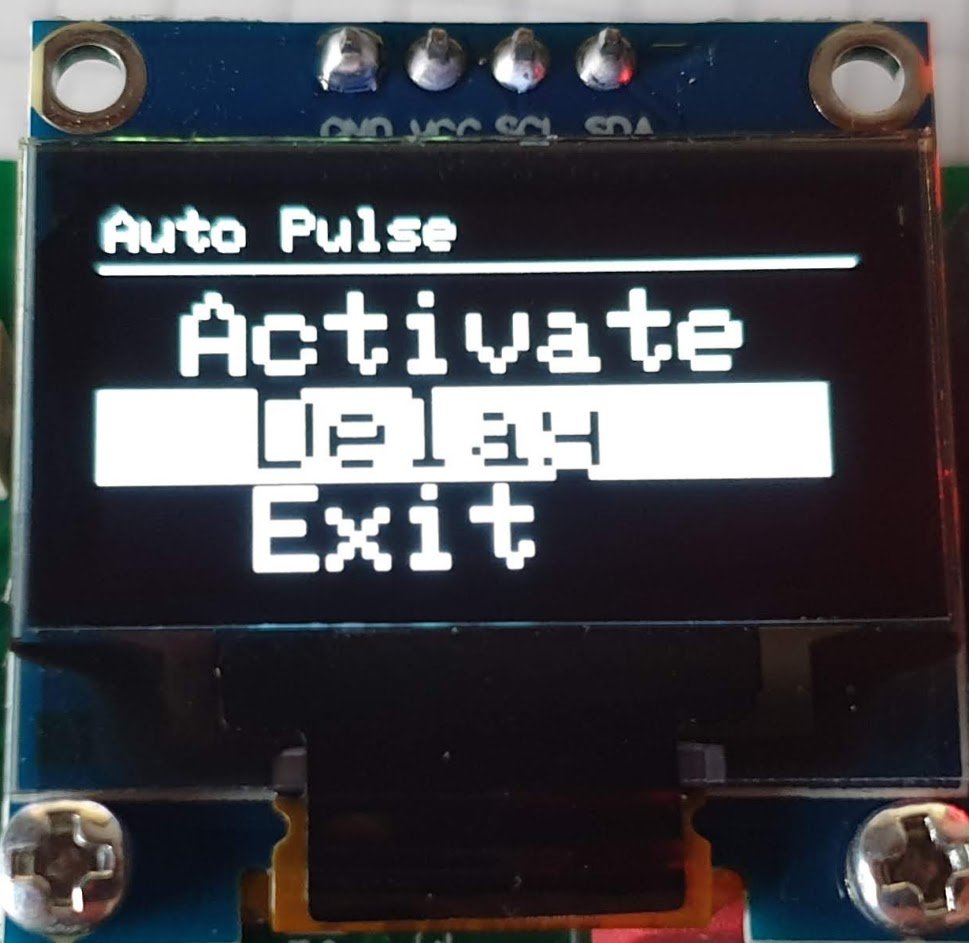
Delay – hier kann die Auto Puls Verzögerung eingestellt werden.
(die Verzögerung bis ein Puls ausgelöst wird, wenn beide Schweißspitzen das Nickel Band berühren)
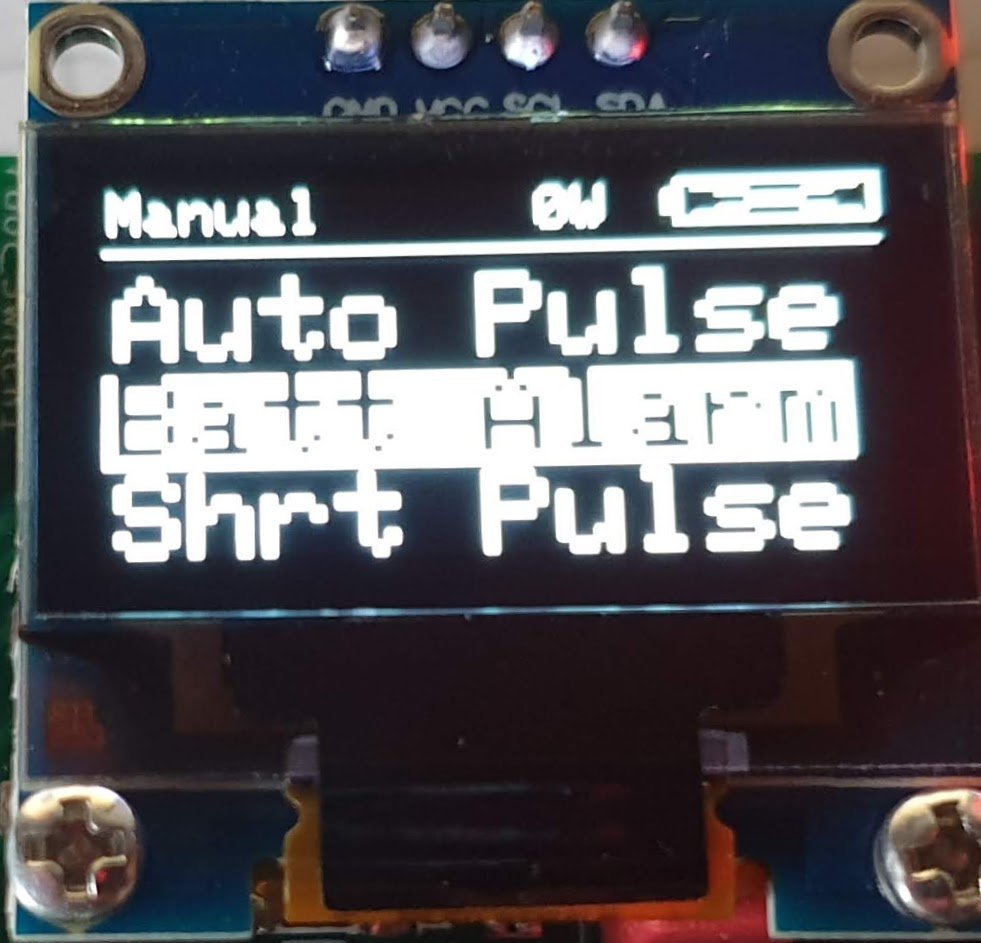
Batt Alarm – den Batterie Unterspannungs Alarm einstellen (Standart 11.0 V) – das ist die untere Grenze der Batterie Status Anzeige und die Grenze ab welcher der Batterie Alarm Bildschirm angezeigt wird
Shrt Pulse – die Dauer des “Short Pulse” einstellen (Standart 12% der Puls Zeit). Der “Short Pulse” wird zum vorheizen und reinigen des Schweißpunktes auf dem Nickel Band verwendet, bevor im Anschluss der Haupt Puls ausgeführt wird. Dies ist eher eine Experteneinstellung. Normalerweise funktionieren die 12% gut für alle Anwendungen.
Die Schweißpuls Messfunktion
Diese Funktion gibt es seit der Software Version 3.2.1. Es ermöglicht dem Spot Welder während des Schweißvorgangs den Spannungsabfall über den beiden Schweißkabeln und dem Spot Welder selbst zu messen. Ausgehend von diesem Wert wird dann der Strom berechnet.
Die Berechnung des Stroms arbeitet mit einem festen System Widerstandswert von 9 mOhm, da der Spot Welder keine Möglichlei hat den Widerstand selbst zu messen. Dies bedeutet das die Stromberechnung nur richtig funktioniert wenn die im Shop angebotenen Schweißkabel verwendet werden und die Schweißspitzen in einem Abstand von ca. 0,5 – 1cm auf dem Nickel Band platziert werden.
Achte ebenfalls darauf, dass das dünne Kabel welches den Spot Welder mit 12V versorgt auf der Schweißkabel-Seite der Sicherung angeschlossen wird, wenn eine Sicherung oder das “Fuse Case” verwendet wird. Wird es auf der anderen Seite der Sicherung angeschlossen ändert dies den Spannungsabfall und führt zu ungenauen Ergebnissen der Strom Berechnung.
Das Messergebnis wird angezeigt wenn der Fußschalter nach dem Schweißpuls noch ca. 2 Sekunden lang gedrückt bleibt oder wenn die beiden Schweißspitzen noch 2 Sekunden auf dem Nickel Band bleiben. Um den Bildschirm mit den Messergebnissen zu verlassen wird einfach der Dreh-Encoder Knopf gedrückt.

Das System Menü
Dieses Menü ist im Normalbetrieb versteckt. Es kann aufgerufen werden indem beim Starten des Spot Welders der Dreh-Encoder Knopf gedrückt gehalten wird. Sobald der Begrüßungs Bildschirm angezeigt wird kann der Dreh-Encoder Knopf losgelassen werden. In diesem Menü gibt es folgende Punkte:

Funktionen im “Settings” Untermenü:


Max Pulse: Hier kann die maximal mögliche Puls Zeit eingestellt werden die während des Normalbetriebs ausgewählt werden kann. Der Standart ist 100ms. Dies sollte für die meisten Anwender genug sein, da mit einer 440A (CCA) Autobatterie bereits bei 17ms 0.15mm Nickel band verschweißt werden kann. Der Wert kann auf bis zu 500ms erhöht werden. Allerdings wird nicht empfohlen so hohe Puls Zeiten zu verwenden, da die dünnen Mosfet Beinchen bei so langer Zeit durch den hohen Strom sehr heiß werden und evetuell sogar schmelzen können.
Batt Cal: Hier kann die gemessene Batteriespannung kalibriert werden. Aufgrund von Bauteiltoleranzen kann die gemessene Batteriespannung von der tatsächlichen Batteriespannung um 0,1 – 0,2V abweichen. Die aktuell gemessene Batteriespannung wird angezeigt. Du kannst dann die tatsächliche Batteriespannung mit einem Multimeter messen und den Wert am Spot Welder mit dem Dreh-Encoder auf die tatsächliche Batteriespannung einstellen. Mit einem Druck auf den Dreh-Encoder Knopf wird die Einstellung gespeichert.

Exit: zurück zum System Menü
Display: diese Funktion kann das Display um 180° drehen. Dies kann bei einigen Montagefällen sinvoll sein, so das die Anzeige des Spot Welders nicht auf dem Kopf stehend abgelesen werden muss. Diese Funktion sollte nur mit einfarbigen OLED displays verwendet werden. Bei zweifarbigen OLED Displays funktioniert es zwar auch sieht aber durch den Farbmix nicht mehr gut aus.



Funktionen im “Boot” Untermenü:
Reboot: Startet den Spot Welder neu
Safe Reset: Setzt alle Einstellungen auf Werkseinstellung zurück, außer den Schweißpunkt Zähler, die Batteriespannungs Kalibrierung und die Display Ausrichtung. Anschließend wird der Spot Welder neu gestartet
Full Reset: Setzt alle Einstellungen auf Werkseinstellung zurück und startet den Spot Welder neu.

Info falls du den Spot Welder selbst gebaut hast oder Software Version 3.2.2 oder neuer verwendest:
Der Automatische Neustart des Spot Welders wird nur mit Software Version 3.1 bis 3.2.1 funktionieren und wenn der Arduino Nano mit dem “OptiBoot” Bootloader geflasht wurde. Wie das geht ist hier beschrieben. Ohne den Bootloader oder mit der neuen Software wird der Arduino Nano stehen bleiben und nichts mehr machen. Um einen Neustart durchzuführen musst du einfach ca. 5 Sekunden warten nachdem du auf “Reboot” geklickt hast und dann die Spannungsversorgung zum Spot Welder trennen. Danach einfach die Spannungsversorgung wieder anklemmen und der Spot Welder startet in den normalen Hauptbildschirm. Alternativ kann zum Neustarten auch der Reset Knopf auf dem Arduino Nano gedrückt werden. Dieses Vorgehen gilt genauso für die Menüpunkte “Safe Reset” und “Full Reset”.
Die Funktionen des Menüs und des OLED Displays (alte V3 Software)
Auf dem Hauptbildschirm wird angezeigt: die Puls Zeit (einstellbar durch drehen des Dreh-Encoders), die Batteriespannung, die Anzahl der durchgeführten Schweißvorgänge und ob die “AutoPulse” Funktion aktiviert ist.

Das Hauptmenü:
Du kannst das Hauptmenü durch drücken des Dreh-Encoder Knopfes aufrufen. Funktionen:
- umschalten zwischen “Auto” und “Manul” Modus
- die “Auto Pulse” Verzögerung einstellen (die Verzögerung bis ein Puls ausgelöst wird, wenn beide Schweißspitzen das Nickel Band berühren)
- den Batterie Unterspannungs Alarm einstellen (Standart 11.0 V) – das ist die Grenze ab welcher der Batterie Alarm Bildschirm angezeigt wird
- die Dauer des “Short Pulse” einstellen (Standart 12% der Puls Zeit). Der “Short Pulse” wird zum vorheizen und reinigen des Schweißpunktes auf dem Nickel Band verwendet, bevor im Anschluss der Haupt Puls ausgeführt wird. Dies ist eher eine Experteneinstellung. Normalerweise funktionieren die 12% gut für alle Anwendungen.

Falls etwas falsch eingestellt wurde und die Werkseinstellungen wiederhergestellt werden sollen, kann der Spot Welder zurückgesetzt werden. Dies wird alle Einstellungen bis auf den Schweißpunktzähler zurücksetzen.
- Halte den Dreh-Encoder Knopf gedrückt
- Schalte den Spot Welder ein
- warte 2-3 Sekunden
- Lass den Dreh-Encoder Knopf wieder los